
回転比1:Nの金型に対応 マルチ制御機
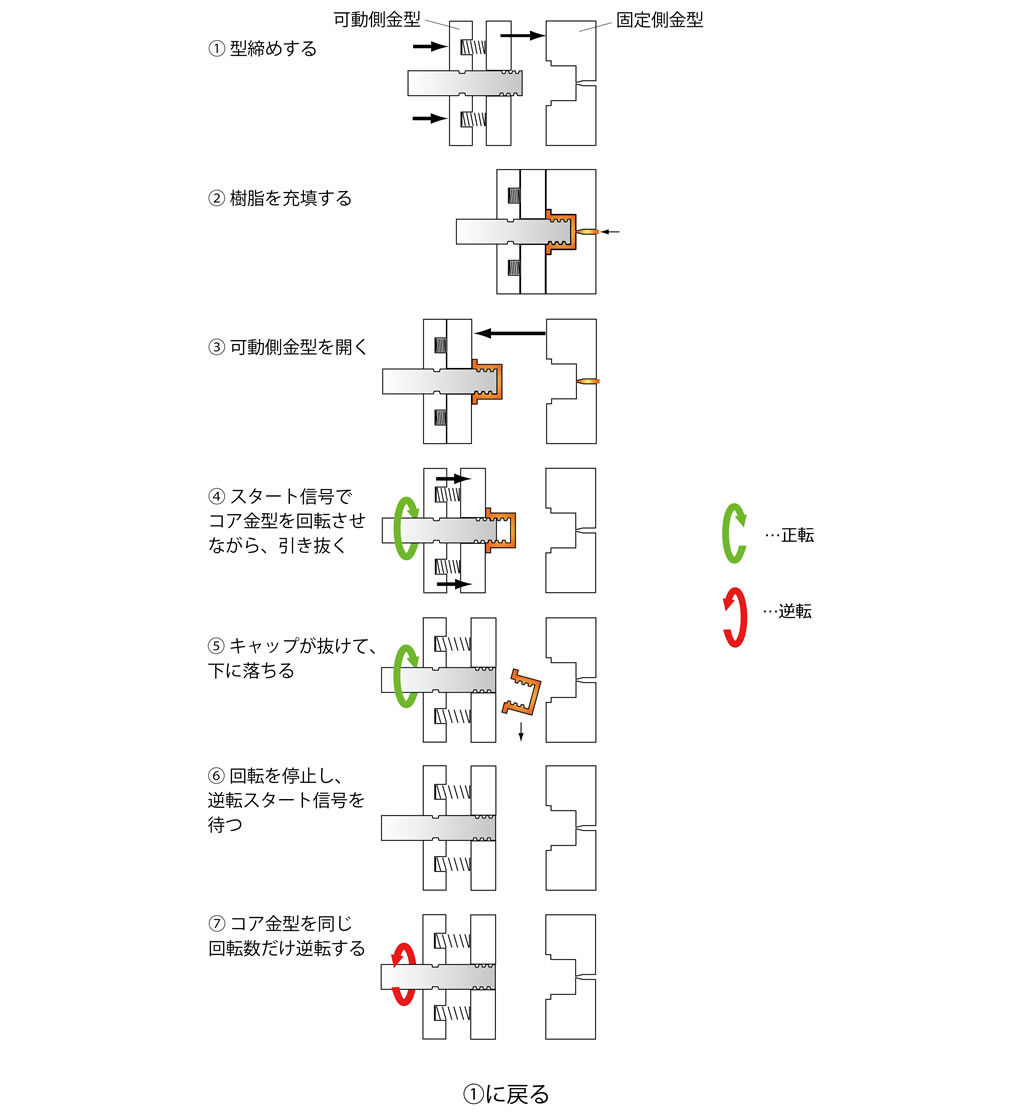
逆転機能により、回転比が1: N の金型での位置決めネジ抜きが可能です。
正転・逆転による切り出し位置決めを行います。

安定したセミクローズ方式
1工程ごとに位置補正を行い、ネジ山の切り出し位置を確実にキープします(割込み機能)。
サーボモータに装着されている検出器(エンコーダー)による位置決め機能のため、改めて外部に検出器などの装置を取り付ける必要がありません。
安定した速度、停止位置、トルク
ACサーボモータならではの安定したトルク、100分割設定の速度など、きめの細かい制御です。
簡単連結
ACサーボモータと型との接続は1:1のチェーンとスプロケットなどによる連結となります。
豊富なラインナップ
豊富なモータ容量、平行軸、直交軸タイプモータなど豊富なラインナップをご用意。
型内の回転比に柔軟に対応
型内の回転比(ギヤ比)が1:Nの金型に対応します。新規設計の型でなくても位置決め制御が可能となります。
位置決め機能
前面パネルに装備されたデジタルスイッチにより、ネジ山数、停止角度、回転速度を簡単に設定できます。
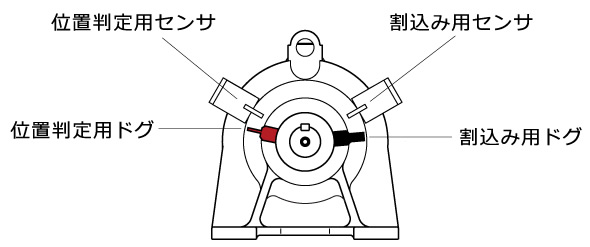
モータに装着されたフォトマイクロセンサからの割込み信号により、現在位置を把握かつ、パルスのカウントを開始します。カウントされたパルス数と設定されたネジ山数、停止角度を突き合わせ、指定された位置に停止します。(割込み制御)
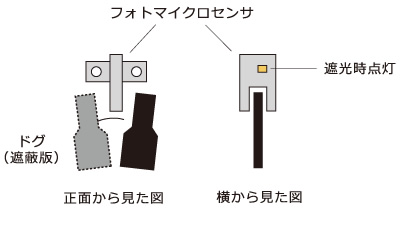
フォトマイクロセンサの光をドグが遮ることによって割込み信号が発生します。
位置ズレ判定機能
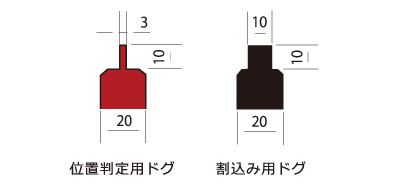
位置判定用のフォトマイクロセンサと位置判定用ドグによって、1工程ごとに位置ズレの判定を行います。不良品の流出を未然に防ぎます。
<ドグの形状>
位置判定用のドグは、停止状態で遮光を検出する必要があるため、割込み用ドグより遮蔽部の幅が狭くなっています。
簡単な設定

ネジ山数、停止位置角度、モータの速度の設定が前面パネルのデジタルスイッチにより簡単に設定できます。
比類ない位置決め停止精度

切り出し位置の停止精度が360度(モータの1回転)に対し10000分割(標準)の停止精度です。繰り返し精度もサーボモータならではの精度となります。
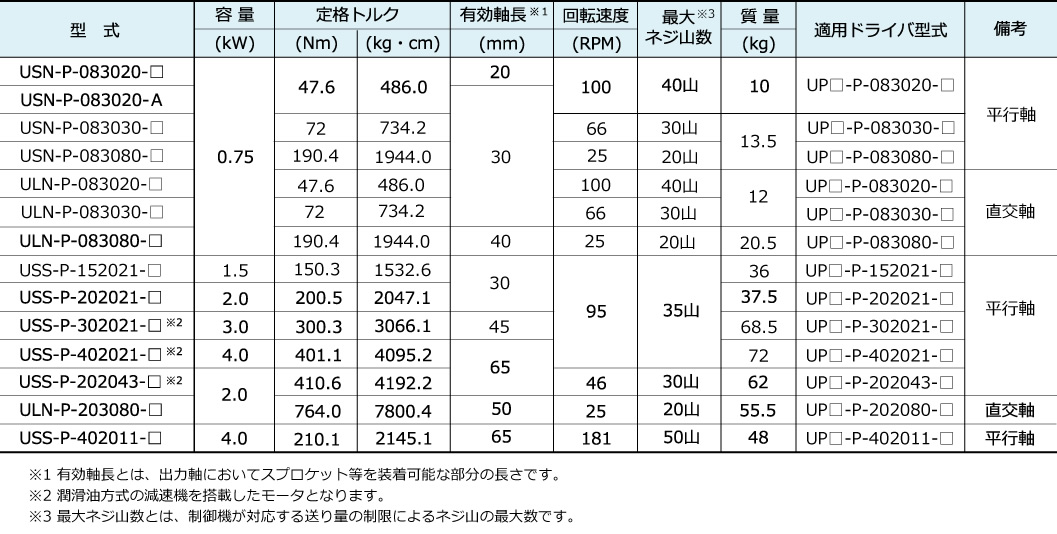
モータラインアップ
モータは豊富なラインラップをご用意しております。
下表にない容量・仕様のモータについてはご相談ください。
モータには大きく分けて平行軸タイプと直交軸タイプがあります。
平行軸タイプはモータと減速機が同一方向に、直交軸タイプはモータと減速機が直角方向に組み合わされたものです。設置スペースに制限のある環境では、直交軸タイプが有効な場合があります。

モータ選定の際の注意事項
・モータの型式選定には、モータ容量および減速比を十分ご考慮ください。
・原料の樹脂の粘性により、必要となる回転トルクが異なります。
・減速比を大きくすればトルクは稼げますが、1サイクルに要する時間は長くなります。
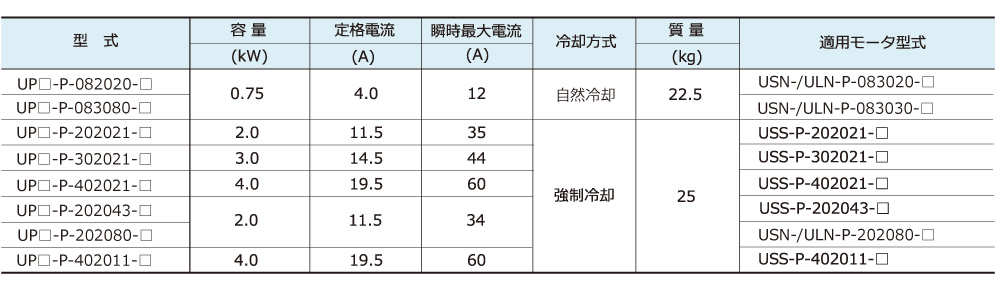
モータラインアップ一覧
マルチ制御機によるネジ抜き工程
制御機は、金型の種類に対応して2タイプご用意しております。
前面パネルの操作スイッチおよび表示

■非常停止ボタン(プッシュ式)
ボタン押下にてモータ・サイクルの途中でも停止します。
■電源ランプ
主電源200/230V三相の供給で点灯します。
■LED表示群
①スタンバイLED(緑)
200V電源投入後、最初に正転スタート信号が入力されるまでのあいだスタンバイ信号として点灯します。
運転時は、正/逆回転の終了で点灯し、次の正/逆転スタート信号が入力されるまで点灯します。
② 割込信号LED(アンバー)
割込みセンサ遮蔽時に点灯します。
③ 判定信号LED(アンバー)
判定センサ遮蔽時に点灯します。
④ アラームLED(赤)
異常が発生した場合に点灯します。
⑤ 正転スタートLED(緑)
正転スタート信号受信時に点灯します。
⑥ 逆転スタートLED(緑)
逆転スタート信号受信時に点灯します。
⑦ 工程完了LED(緑)
逆転の回転が完了したときに点灯します。
デジタルスイッチの設定
■回転方向
士スイッチにてモータの回転方向を設定します。
■ネジ山数設定
黒のデジタルスイッチにてネジ山数を設定します。
■位置決め角震認塞
白のデジタルスイッチ下4桁にて、停止角度を設定します。
10,000で1回転分となります。
■回転速度
2桁でモータの回転速度を設定します。
制御箱内スイッチ

■運転準備スイッチ SON(オルタネート)
オンで運転状態となります。モータが励磁されます。
■手動送りスイツチ 1ST(モーメンタリ)
手動のスタート信号です。データ設定時や検査時に使用します。
■リセットスイッチ RST(モーメンタリ)
アラーム信号のリセットに使用します。
■判定有効スイツチ JUD(オルタネート)
位置ズレ判定機能利用時にオンします。
■逆転手動送りスイッチ MST(モーメンタリ)
位本スイッチの押下で、設定されたデータでモータが逆転動作を行います。
タイミングチャート
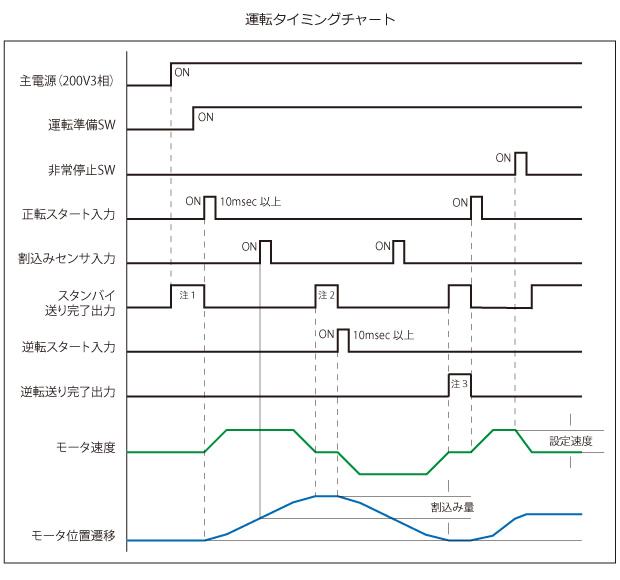
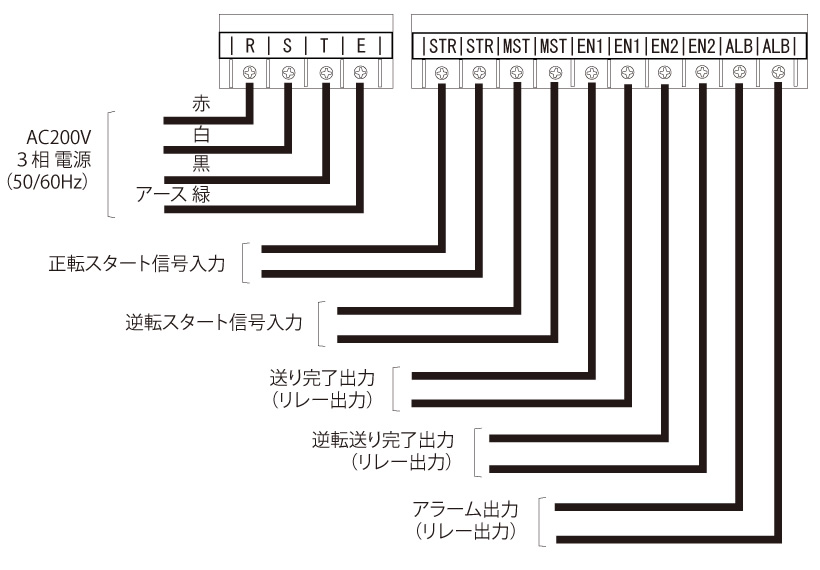
■正転スタート信号(入力)
STR/STRに成形機のスタート信号を接続します。
成形機からのスタート信号は、200V単相が標準です。(ドライ接点スタートへのオプション対応も可能です。)
スタート信号をオフするタイミングは、モータ回転中でも、停止後でもかまいません。
■逆転スタート信号(入力)
MST/MSTに成形機の逆転スタート信号を接続します。
成形機からのスタート信号は、200V単相が標準です。(ドライ接点スタートへのオプション対応も可能です。)
スタート信号をオフするタイミングは、モータ回転中でも、停止後でもかまいません。
■送り完了信号(出力)
モータの送り完了時に出力されます。本信号オンにて次のスタート信号を受け付けます。
■逆転送り完了信号
モータの逆転送り完了時に出力されます。
1サイクルの終了信号です。
■アラーム信号(出力)
以下のアラームが発生した時に出力される信号です。
①位置ズレ発生時
②サーボアンプがエラーを出力した場合
③スタート信号が入力されても規定時間以内 にモータが動作しない場合
接続図
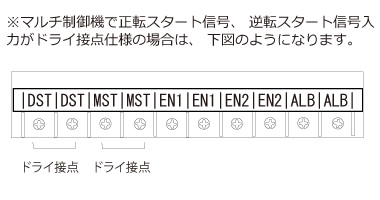
スタート信号の選択
制御箱のスタート信号は、200V入力信号またはドライ接点のいずれかをご選択ください。
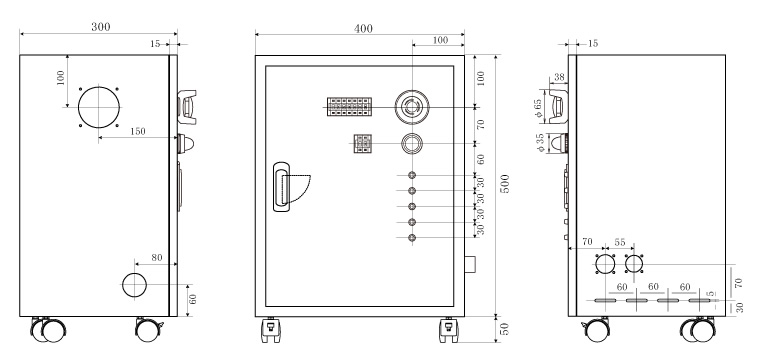
制御箱寸法図
外形寸法はP2ワンウェイ制御機と同じです。
制御箱個別仕様
添付品
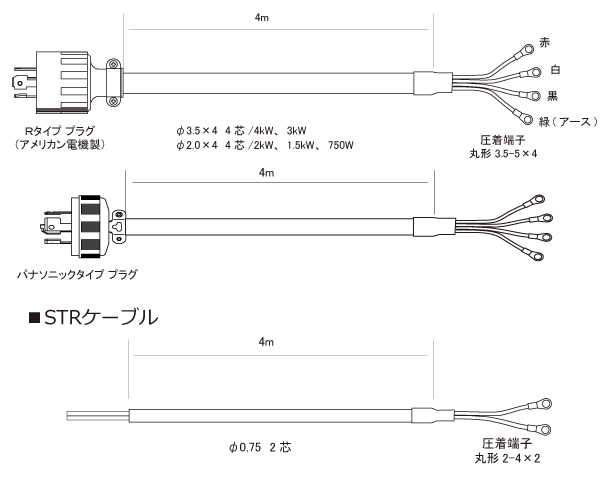
■電源ケーブル
電源ケーブルのプラグは、アメリカン電機製またはパナソニックタイプどちらかの選択となります。
金型との連結
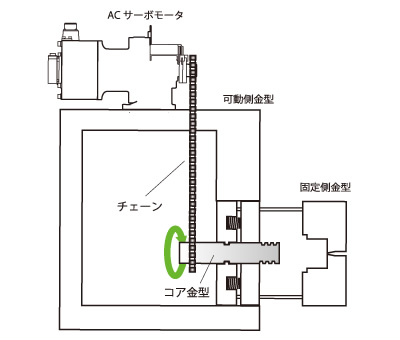
金型とモータは、スプロケットなどで連結してください。
その際、必ず1:1の比のものを設置してください。
オプション
■データガード
設定したデジタルスイッチの保護カバーです。
マグネットにより、制御箱の全面パネルに用意に装着できます。
モータの取付方向
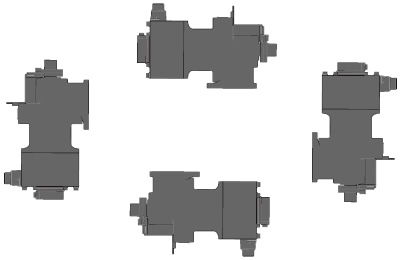
モータの取付方向は、自由方向です。ただし、減速機が潤滑油方式の型式では水平方向のみとなります。
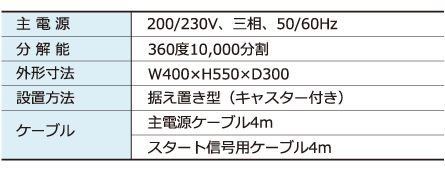
制御箱共通仕様
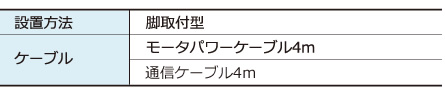
モータ共通仕様
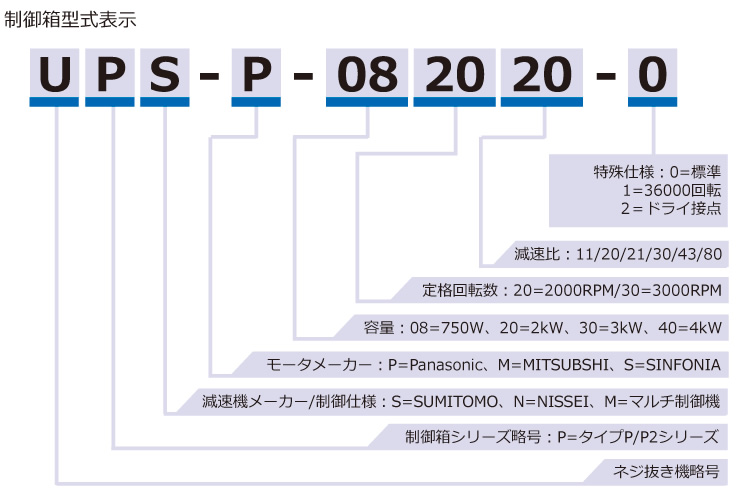
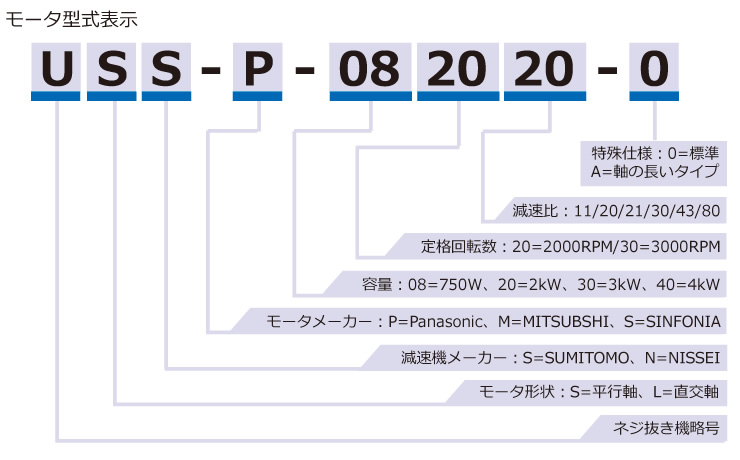
型式表示
モータ選定の際の注意事項
・モータ型式選定には、モータ容量および減速比を十分ご考慮ください。
・原料の樹脂の粘性により、必要となる回転トルクが異なります。
・減速比を大きくすればトルクは稼げますが、1サイクルに要する時間は長くなります。